|
李偉振1,2,3,姜洋1,2,3,陰秀麗1,2,3
(1.中國科學院廣州能源研究所,廣州510640;2.中國科學院可再生能源重點實驗室,廣州510640;3.廣東省新能源和可再生能源研究開發與應用重點實驗室,廣州510640)
摘要:生物質成型燃料因具有清潔、可再生等特點,近年來發展迅速,對其成型機理的研究也日趨深入。本文主要介紹成型過程中粒子間“固體橋”結合方式、木質素熱轉變特性及黏結作用、原料組分、成型參數等方面的研究現狀,提出混配成型技術、原料熱轉變特性、木質素結構及種類的影響、“固體橋”結構的構建條件及微觀形貌、官能團和化學鍵的變化規律應是成型機理研究的主要方向,為生物質成型機理的深入研究提供參考。
0前言
生物質成型技術是生物質能的有效利用技術之一,是指在一定的溫度與壓力作用下,將各類分散的、無一定形狀的農林剩余物經加工制成有一定形狀、密度較大的各種燃料產品的技術[1]。成型過程中粒子經歷重新排列、機械變形、塑性流變和密度增大等階段,燃料品質同時受到內在原料化學組成和外在成型參數的影響[2],作用力和粒子結合機制見圖1。本文主要介紹成型過程中粒子結合方式、木質素黏結作用、原料組分和成型參數等方面的研究現狀,提出未來研究方向,為生物質成型機理發展提供參考。
1成型過程
成型過程中,根據原料變形原因,可分四個階段[3-5],見圖2。a為松散階段,以克服原料間空隙為主,原料中空氣在一定程度上被排除,壓力與變形呈線性關系,較小的壓力增大可獲得較大的變形增量。b為過渡階段,壓力增大,大顆粒破裂成小粒子,發生彈性變形并占主導地位,粒子內部空隙被填補,壓力與變形呈指數關系。c為壓緊階段,原料主要發生塑性變形,粒子在變形中斷裂或發生滑移:垂直主應力方向,粒子充分延展,靠嚙合方式緊密結合;平行主應力方向,粒子變薄,靠貼合方式緊密結合。燃料基本成型,壓力與原料塑性變形有關。d為推移階段,原料發生塑性和彈黏性變形,以彈黏性變形為主。原料發生應力松弛和蠕變等現象,壓力會顯著下降。
2粒子結合方式
KALIYAN等[6]對成型燃料粒子間結合方式進行了總結,提出兩種理論:①粒子間距離足夠近,靠吸引力結合。成型過程中,由于粒子間或內部摩擦而產生的靜電吸引力,能夠使粒子相互結合。當粒子間距離小于0.1µm時,范德華力成為粒子間結合的主要吸引力。②粒子間靠“固體橋”結構結合。
原料中的一些物質或添加劑,因化學反應、結晶或固化作用,粒子間接觸時互相擴散形成交叉結合,從而形成“固體橋”結構,成為粒子間結合的主要方式。KALIYAN等的研究證實,玉米秸稈和柳枝稷本身中的木質素、碳水化合物、淀粉、蛋白質和脂肪等發生軟化或變形,能形成“固體橋”結構。KONG等[7]經研究證實,鋸末成型時加入廢棄包裝紙纖維可形成“固體橋”結構,具有更好的機械耐久性。
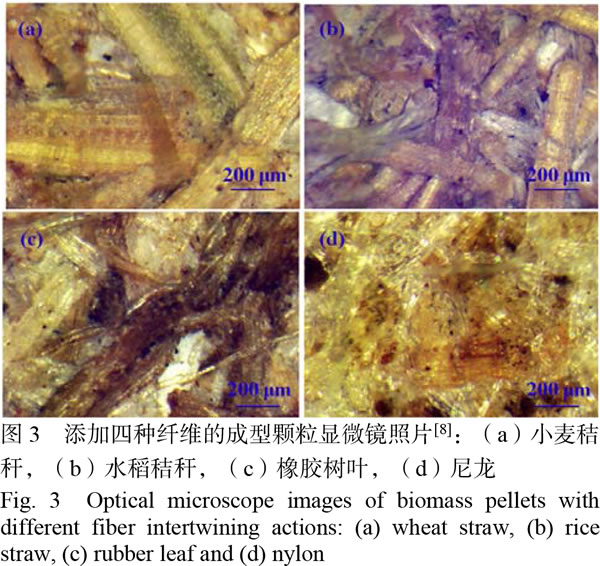
KONG等[8]進一步研究了添加水稻秸稈、小麥秸稈、橡膠樹葉、尼龍四種纖維對鋸末成型的影響,見圖3,發現水稻秸稈、橡膠樹葉對改善顆粒物理品質起到促進作用,因為水稻秸稈、橡膠樹葉和鋸末同屬親水性原料,粒子間能夠有效互相纏繞,形成“固體橋”結構。小麥秸稈、尼龍屬疏水性原料,對改善顆粒品質起消極作用。
3木質素黏結作用
3.1熱轉變特性
生物質是一種天然高分子聚合物,其熱轉變特性指玻璃態轉變溫度(Tg)和熔融溫度。玻璃態轉變溫度是指聚合物軟化,從玻璃態向塑性態轉變的溫度。聚合物由分子量和鏈長不同的結構單體組成,玻璃態轉變發生在一個溫度區間內,是聚合物的一種重要特性。熔融溫度是指聚合物由固態向液態轉變的溫度。木質素的熱轉變特性在成型過程中起關鍵作用。在玻璃態轉變溫度以下,由于價鍵和次價鍵所形成的內聚力,表現出較高的力學強度,有較大的彈性模量;在玻璃態轉變溫度以上,木質素分子部分轉動或位移逐漸變成分子的熱膨脹運動,流動性增強,有較大的黏度[9]。木質素的玻璃態轉變溫度取決于其來源,與種類、水分含量、提取過程有關[10-11]。STELTE等[12]的研究表明,硬木木質素存在較多乙酰基、甲氧基結構和少量的酚羥基結構,其玻璃態轉變溫度低于軟木[12]。STELTE等[13]研究了小麥秸稈玻璃態轉變溫度對成型顆粒的影響。水分含量為8%時,小麥秸稈和經正己烷提取后的小麥秸稈的玻璃態轉變溫度分別為53℃和63℃,在玻璃態轉變溫度以下(30℃)與以上(100℃)比較時,顆粒密度和強度較低,軸向延伸較大。
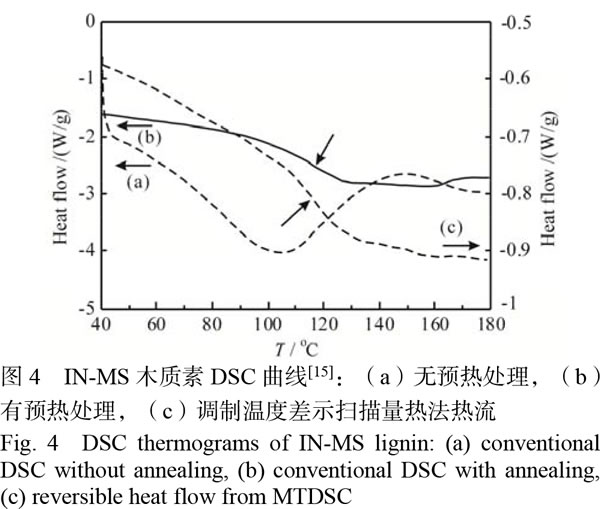
KALIYAN等[14]采用差示掃描量熱法(DSC)測定了不同水分下玉米秸稈和柳枝稷的玻璃態轉變溫度,結果見表1,發現水分增加會使玻璃態轉變溫度降低,因為水分能充當塑性劑,木質素–木質素分子間的氫鍵聯結部分被木質素–水聯接所代替。LI等[15]采用DSC、調制溫度差示掃描量熱法(TMDSC)、熱機械法(TMA)和流變儀法(Rheology)測試了三種工業木質素的玻璃態轉變溫度。采用DSC測試時,發現直接對樣品進行程序升溫,DSC曲線會因水分的蒸發而出現較寬的吸熱峰,造成較大誤差,如圖4所示。因此,必須對樣品進行預熱處理以蒸發掉水分同時消除預熱歷史,而木質素組分對溫度較為敏感,進行預熱處理時溫度達到120℃時會帶來熱分解,造成結構的改變[16]。故將預熱處理的終止溫度設定為90℃,結果如表2所示。發現相比于原始木質素和甲醇不溶性成分(MI),甲醇可溶性木質素(MS)中含有較少的縮合結構,具有較低的玻璃態轉變溫度。
3.2木質素黏結作用
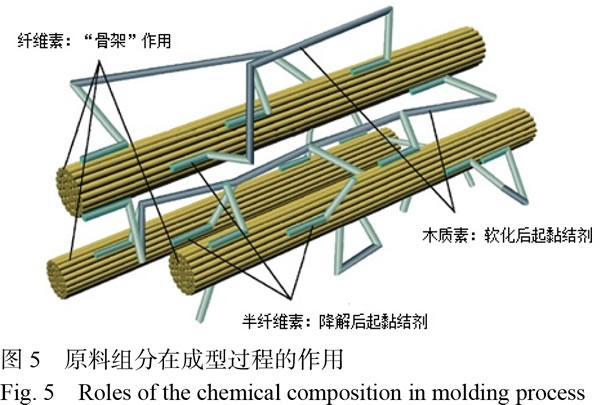
成型過程中,木質素發生熱轉變后起黏結固化和填充作用,是生物質自身起黏結作用的主要成分[17-18]。在70~110℃時,木質素開始軟化,具有一定黏度,在200~300℃時,呈現熔融狀態,黏度變大。此時,在一定壓力下,與原料中的纖維素、半纖維素等通過分子間互相吸引和纏繞黏結成型[19-20]。
3.3木質素結構
STELTE等[9]認為,羥基特別是酚羥基易形成豐富的氫鍵結構,有利于促進黏結成型,增大顆粒機械強度。桉木屑和硬雜木屑木質素含量相差不大(依美國可再生能源實驗室數據庫,桉木屑含木質素26.91%~28.16%,硬雜木屑含木質素23.87%~28.55%),但實際桉木屑成型能耗高、成型后密度和強度低。這可能是因為桉木屑木質素以紫丁香基結構單元為主,硬雜木屑木質素以愈創木基結構單元為主[21],紫丁香基結構單元木質素黏結指數低于愈創木基結構單元,成型效果有較大差異[13]。
4原料化學組分
生物質結構復雜,包含纖維素、半纖維素和木質素,還有抽提物和和灰分等[22-23]。不同組分在成型過程中的作用不同,見圖5。不同類型生物質組分和結構不同,成型難易及效果有較大差異[24]。
4.1纖維素
纖維素是由β-1,4糖苷鍵聯結數百至上千個D-葡萄糖形成的高度有序的線狀高分子聚合物,最小重復單元是纖維二糖(C6H10O5)n。植物細胞內,纖維素形成晶體狀的微纖維,微纖維被無定形纖維包圍,纖維素分子有結晶區和非結晶區[25]。纖維素晶體狀結構和豐富的氫鍵使得其在成型中不能作為黏結劑,但加熱后會變得較為柔軟。由氫鍵連接成的纖絲在燃料內起了類似“鋼筋”的作用,成為燃料的“骨架”。蔣恩臣等[26]研究了纖維素粉末單獨成型的特性,發現一定范圍內增加含水率、壓力和溫度,可提高顆粒品質,含水率為14%~29%、壓力為3~4kN、溫度為100℃時成型效果最好。
4.2半纖維素
半纖維素是由不同種類的單糖體聚合而成的多糖,其聚合鏈呈無定型狀且有短鏈存在。在硬木中,半纖維素主鏈由木糖單元通過β-1,4糖苷鍵連接而成,支鏈由β-1,2糖苷鍵和4-O-甲基葡糖醛酸基連接組成。軟木的半纖維素主鏈中含有的乙酰基較少,但是有連接在主鏈上的阿拉伯呋喃糖側鏈。成型過程中,在壓力和水解共同作用下半纖維素可降解為木質素,起到黏結劑作用。
4.3木質素
木質素是由愈創木基、紫丁香基、對羥基苯的類苯基丙烷單體聚合而成的具有三維多酚網絡結構的芳香類化合物。原料不同,三種單體含量也不同。
軟木中以愈創木基結構單元為主,硬木中以紫丁香基結構單元為主。木質素含量對成型的影響已有一定研究[27]。VANDAM等[28]發現溫度高于140℃能增大木質素的黏結強度;CASTELLANO等[29]發現原料組分是影響顆粒品質的關鍵因素,木質素含量高、抽提物含量低的原料成型后的顆粒具有更好的物理品質;LEHTIKANGAS[30]發現針對新鮮的和儲存后的樹皮、鋸末、采伐剩余物原料,木質素含量高的顆粒具有較好的耐久性;HOLM等[31]認為木質素含量越高,顆粒內部結合得越好,溫度高于玻璃態轉變溫度,顆粒機械強度增大;但BRADFIELD等[32]認為木質素是內部強度較差的黏膠狀物質,一定范圍內可在晶體結構的木質聚合物間起黏結作用,但其含量超過臨界值,過量的黏膠狀物質堆積在晶體間,降低了顆粒的強度與耐久性;WILSON[33]發現,對于硬木和軟木,木質素含量和顆粒的耐久性關系不明顯。
4.4淀粉
淀粉是D-葡萄糖聚合物,分為帶分支的支鏈淀粉和不帶分支的直鏈淀粉,常溫下不溶于水。成型過程中,一定溫度、水分、壓力和壓縮時間作用下,出現淀粉糊化現象(不可逆),起到黏結劑和潤滑劑作用[34],利于燃料從模具中排出。淀粉糊化機理有兩種:①在水分與溫度的作用下,晶體結構受破壞;②在受壓過程中,剪切與擠壓作用使淀粉粒破碎。淀粉糊化程度越高,黏結作用越明顯,燃料的機械強度越大[35]。
4.5蛋白質
在一定的溫度和水分條件作用下,原料中的蛋白質會呈現變性過程,蛋白質、脂肪和淀粉等會轉變成新的物質,有助于提高蛋白質的黏結性。根據BRIGGS等[36]的研究,增加原料中的蛋白質含量,可以提高產品機械耐久性,且未變性的蛋白質比變性的蛋白質更能改善產品物理品質。TABIL[37]認為原料中含有足夠的天然蛋白質時,能夠提高其作為黏結劑的作用。SOKHANSANJ等[38]發現,較高淀粉和蛋白質含量的原料比只含有纖維素的原料制得的產品機械耐久性要好,對于只含有纖維素的原料最佳水分為8%~12%,而淀粉和蛋白質含量較高的原料,其最佳水分可達到20%,從大豆、小麥、黑麥及大麥等提取的蛋白質對成型有促進作用,從玉米中提取的蛋白質則相反。WOOD[39]研究了蛋白質與淀粉對成型的促進作用,認為粗蛋白較變性蛋白更利于促進成型,與添加淀粉相比,不論是生淀粉還是糊化淀粉,粗蛋白的促進作用更好。
4.6脂肪
原料中的脂肪在成型過程中主要起潤滑劑作用,少量脂肪促進成型,因為細胞壁中的天然脂肪在受壓過程中被擠出,起“固體橋”的作用,提高耐久性。但過多的脂肪會阻礙粒子間的結合,因為脂肪分布于粒子間,其疏水性能夠抑制其他水溶性成分(如木質素、淀粉、蛋白質等)的黏結作用,降低粒子間的結合強度[30]。CAVALCANTI[40]對淀粉、蛋白質及脂肪在13種原料中的黏結性能進行了研究,結果表明脂肪含量大于6.5%,產品耐久性較差,也不利于改善淀粉及蛋白質的黏結效果。
5成型參數
5.1壓力
壓力是成型的必需條件,施以一定的壓力作用,原料才能被壓縮成型。在一定的初始壓力范圍內,壓力和產品密度基本呈線性關系,超出該壓力范圍,壓力和產品密度呈指數關系,壓力達到一定數值后,產品密度隨壓力增大不明顯[41]。武凱等[42]研究發現,在環模成型設備中,環模扭矩與物料泊松比呈指數關系,同時,環模壓縮比與扭矩也呈指數關系。STELTE等[43]研究發現,壓力與顆粒長度成指數關系,溫度的升高可降低所需壓力。
5.2水分
水分是成型過程中需控制的一個重要參數。TUMULURU[17]的研究結果表明,水分能降低玻璃態轉變溫度、促進“固體橋”結構形成、增加粒子間的接觸面積。水分是天然的黏結劑和潤滑劑,一定量的水分可在粒子間形成薄膜,增大粒子間接觸面積和相互作用力(范德華力),薄膜還可減小原料和模具間及原料粒子間的摩擦力,減少能耗[44-45]。
但過多的水分會降低產品品質,因為過多的水分不能被粒子吸收而附著在表面上,使粒子不易壓緊。不同原料所需的最佳水分含量也不相同[46],大于或小于最佳值,產品品質都會降低。LI等[47]對樹皮、木屑、苜蓿進行壓塊,發現最佳水分含量為8%左右。
MANI[44]指出,纖維類原料成型時最佳水分含量為8%~12%。OBEMBERGER等[48]的研究表明,稻稈水分含量為8%~12%時產品品質最好。姜洋等[24]研究了玉米秸稈、豆稈、蘆葦等的水分含量與密度的關系,認為水分含量為12%~18%較為適宜。
5.3粒徑
粒徑也是影響成型的因素之一,粒徑越小,越易被壓縮,產品品質越好[49]。粒徑不均勻、形態差異較大或粒徑較大均會導致產品密度、強度降低,表面和內部產生裂紋。HARUNA等[50]針對農業、木質原料的成型實驗,發現粒徑越小,成型顆粒密度越大。MANI研究發現,粉碎篩網由3.2mm逐漸減小至0.8mm時,產品密度隨之變大。事實上,將粒徑不一的原料混合成型,產品品質會更好,因為粒子中的纖維或扭曲的薄片具有彎曲和纏繞性,聚集時互相纏繞,形成“固體橋”結構[6],從而改善產品品質[44]。
5.4溫度
成型過程中,提高溫度可使木質素軟化,起到黏結作用,同時也可使原料本身變軟,易于壓縮。但溫度不宜過高,否則原料炭化嚴重,成型失敗。不同原料成型時的最佳溫度一般為80~150℃[51-53]。王功亮等[54]采用響應面法研究玉米秸稈成型特性,發現水分和溫度間存在交互作用,溫度低于100℃時降低水分含量,溫度高于100℃時提高水分含量,能夠保持比能耗不變,在100℃時存在能耗最低點。
6討論及建議
(1)混配成型技術是利用不同原料的理化特性差異,按一定比例調配成型,實現原料組分互補、提高粒子間機械互鎖性能,改善成型效果,是解決單一原料無法滿足標準要求的有效技術手段,應是未來研究的主要方向之一。
(2)不同學者采用不同研究方法,針對不同原
料的熱轉變特性,得到的研究結果也不完全一致。因此,有必要對原料的熱轉變特性進行深入研究,可為成型燃料生產保持合理溫度區間、降低生產能耗提供理論依據。
(3)木質素在成型過程中起主要黏結作用,但只有在發生熱轉變后才具有軟化黏結作用。木質素在不同原料成型過程中所起作用不完全一致,木質素含量對成型的影響還未有統一認識,木質素結構對成型的影響研究還很少,因此,有必要在研究其熱轉變特性的基礎上,就其結構特征及含量對不同原料成型的影響進行分類研究,這可為生產原料的調配、成型參數的合理設置提供理論指導。
(4)“固體橋”結構的構建能夠明顯改善產品的品質,但是針對其構建條件和構建過程中的微觀形貌特征研究還不夠深入,此方面的研究可為闡明粒子間的結合方式和改善燃料品質指明方向。
(5)成型燃料品質改善的根本原因是成型過程中官能團和化學鍵的變化。而目前對該方面的研究還不夠,深入認識成型過程中官能團和化學鍵結合方式及其活化與斷裂途徑,可以從更微觀的角度揭示木質素的黏結作用,是研究成型機理的基礎。
參考文獻:
[1]賈敬敦,馬隆龍,蔣丹平,等.生物質能源產業科技創新發展戰略[M].北京:化學工業出版社,2014.
[2]李偉振,姜洋,王功亮,等.生物質壓縮成型機理研究進展[J].可再生能源,2016,34(10):1525-1532.
[3]胡建軍,雷廷宙,沈勝強,等.秸稈顆粒冷態壓縮成型過程的比能耗回歸分析[J].可再生能源,2010,28(1):29-32,35.DOI:10.13941/j.cnki.21-1469/tk.2010.01.007.
[4]KALIYAN N,MOREY R V.Constitutive model for densification of corn stover and switchgrass[J].Biosystems engineering,2009,104(1):47-63.DOI:10.1016/j.biosystemseng.2009.05.006.
[5]焦安勇.基于有限元模擬分析的生物質壓縮成型機的研發[D].長春:吉林大學,2009.
[6]KALIYAN N,MOREY R V.Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass[J].Bioresource technology,2010,101(3):1082-1090.DOI:10.1016/j.biortech.2009.08.064.
[7]KONG L J,TIAN S H,HE C,et al.Effect of waste wrapping paper fiber as a “solid bridge” on physical characteristics of biomass pellets made from wood sawdust[J].Applied energy,2012,98:33-39.DOI:10.1016/j.apenergy.2012.02.068.
[8]KONG L J,XIONG Y,LIU T,et al.Effect of fiber natures on the formation of “solid bridge” for preparing wood sawdust derived biomass pellet fuel[J].Fuel processing technology,2016,144:79-84.DOI:10.1016/j.fuproc.2015.12.001.
[9]STELTE W,HOLM J K,SANADI A R,et al.A study of bonding and failure mechanisms in fuel pellets from different biomass resources[J].Biomass and bioenergy,2011,35(2):910-918.DOI:10.1016/j.biombioe.2010.11.003.
[10]LISPERGUER J, PEREZ P,URIZAR S.Structure and thermal properties of lignins:characterization by infrared spectroscopy and differential scanning calorimetry[J].Journal of the chilean chemical society,2009,54(4):460-463.DOI:10.4067/S0717-97072009000400030.
[11]LIU Z J,JIANG Z H,CAI Z Y,et al.Dynamic mechanical thermal analysis of moso bamboo(phyllostachys heterocycla) at different moisture content[J].Bioresources,2012,7(2):1548-1557.DOI:10.15376/biores.7.2.1548-1557.
[12]STELTE W,CLEMONS C,HOLM J K,et al.Thermal transitions of the amorphous polymers in wheat straw[J].Industrial crops and products,2011,34(1):1053-1056.DOI:10.1016/j.indcrop.2011.03.014.
[13]STELTE W,CLEMONS C,HOLM J K,et al.Fuel pellets from wheat straw:the effect of lignin glass transition and surface waxes on pelletizing properties[J].Bioenergy research,2012,5(2):450-458.
[14]KALIYAN N,MOREY R V.Densification Characteristics of Corn Stover and Switchgrass[J].Transactions of the ASABE,2009,52(3):907-920.DOI:10.13031/2013.27380.
[15]LI H, MCDONALD A G. Fractionation and characterization of industrial lignins[J].Industrial crops and products,2014,62:67-76.DOI:10.1016/j.indcrop.2014.08.013.
[16]POURSORKHABI V,MISRA M,MOHANTY A K.Extraction of lignin from a coproduct of the cellulosic ethanol industry and its thermal characterization[J].BioResources,2013,8(4):5083-5101.DOI:10.15376/biores.8.4.5083-5101.
[17]TUMULURU J S.Effect of process variables on the density and durability of the pellets made from high moisture corn stover[J].Biosystems engineering,2014,119:44-57.DOI:10.1016/j.biosystemseng.2013.11.012.
[18]LEE S M,AHN B J,CHOI D H,et al.Effects of densification variables on the durability of wood pellets fabricated with Larix kaempferi C.and Liriodendron tulipifera L.sawdust[J].Biomass and bioenergy,2013,48:1-9.DOI:10.1016/j.biombioe.2012.10.015.
[19]袁振宏.生物質能高效利用技術[M].北京:化學工業出版社,2015.
[20]袁振宏,吳創之,馬隆龍.生物質能利用原理與技術[M].北京:化學工業出版社,2016.
[21]陶用珍,管映亭.木質素的化學結構及其應用[J].纖維素科學與技術,2003,11(1):42-55.DOI:10.3969/j.issn.1004-8405.2003.01.009.
[22]MENON V,RAO M.Trends in bioconversion of lignocellulose:Biofuels,platform chemicals & biorefinery concept[J].Progress in energy and combustion science,2012,38(4):522-550.DOI:10.1016/j.pecs.2012.02.002.
[23]GUERRIERO G,HAUSMAN J F,STRAUSS J,et al.Lignocellulosic biomass:Biosynthesis,degradation,and industrial utilization[J].Engineering in life sciences,2016,16(1):1-16.DOI:10.1002/elsc.201400196.
[24]姜洋,曲靜霞,郭軍,等.生物質顆粒燃料成型條件的研究[J].可再生能源,2006(5):16-18.DOI:10.3969/j.issn.1671-5292.2006.05.006.
[25]MATTOS B D,LOURENÇON T V,SERRANO L,et al.Chemical modification of fast-growing eucalyptus wood[J].Wood science and technology,2015,49(2):273-288.DOI:10.1007/s00226-014-0690-8.
[26]蔣恩臣,高忠志,秦麗元,等.纖維素單獨成型及燃燒特性研究[J].東北農業大學學報,2016,47(5):106-112.DOI:10.3969/j.issn.1005-9369.2016.05.015.
[27]陳正宇.生物質成型工藝參數研究[D].北京:機械科學研究總院,2013.
[28]VAN DAM J E G,VAN DEN OEVER M J A,TEUNISSEN W,et al.Process for production of high density/high performance binderless boards from whole coconut husk:Part 1:Lignin as intrinsic thermosetting binder resin[J].Industrial crops and products,2004,19(3):207-216.DOI:10.1016/j.indcrop.2003.10.003.
[29]CASTELLANO J M,GÓMEZ M,FERNÁNDEZ M,et al.Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses[J].Fuel,2015,139:629-636.DOI:10.1016/j.fuel.2014.09.033.
[30]LEHTIKANGAS P I.Quality properties of pelletised sawdust,logging residues and bark[J].Biomass and bioenergy,2001,20(5):351-360.DOI:10.1016/S0961-9534(00)00092-1.
[31]HOLM J K,STELTE W,POSSEL D,et al.Optimization of a multiparameter model for biomass pelletization to investigate temperature dependence and to facilitate fast testing of pelletization behavior[J].Energy and fuels,2011,25(8):3706-3711.DOI:10.1021/ef2005628.
[32]BRADFIELD J,LEVI M P.Effect of species and wood to bark Ratio on pelleting of southern woods[J].Forest products journal,1984,34(1):61-63.
[33]WILSON T O.Factors affecting wood pellet durability[D].Pennsylvania:Pennsylvania State University,2010.
[34]王慧.基于生物質碾壓成型機理的成型能耗影響因素研究[D].濟南:山東大學,2011.
[35]THOMAS M,HUIJNEN P T H J,VAN VLIET T,et al.Effects of process conditions during expander processing and pelleting on starch modification and pellet quality of tapioca[J].Journal of the science of food and agriculture,1999,79(11):1481-1494.DOI:10.1002/(SICI)1097-0010(199908)79:11<1481::AID-JSFA390>3.0.CO;2-0.
[36]BRIGGS J L,MAIER D E,WATKINS B A,et al.Effect of ingredients and processing parameters on pellet quality[J].Poultry science,1999,78(10):1464-1471.DOI:10.1093/ps/78.10.1464.
[37]TABIL L G.Binding and pelleting characteristics of alfalfa[D].Saskatoon:University of Saskatchewan,1996.
[38]S S,S M,X B,et al.Binderless pelletization of biomass[Z].Tampa:2005:17-20.
[39]WOOD J F.The functional properties of feed raw materials and their effect on the production and quality of feed pellets[J].Animal feed science and technology,1987,18(1):1-17.DOI:10.1016/0377-8401(87)90025-3.
[40]Cavalcanti W.The effect of ingredient composition on the physical quality of pelleted feeds:a mixture experimental approach[D].Manhattan:Kansas State University,2004.
[41]李美華.生物質燃料致密成型參數的研究[D].北京:北京林業大學,2005.
[42]武凱,施水娟,彭斌彬,等.環模制粒擠壓過程力學建模及影響因素分析[J].農業工程學報,2010,26(12):142-147.DOI:10.3969/j.issn.1002-6819.2010.12.024.
[43]STELTE W,HOLM J K,SANADI A R,et al.Fuel pellets from biomass:The importance of the pelletizing pressure and its dependency on the processing conditions[J].Fuel,2011,90(11):3285-3290.DOI:10.1016/j.fuel.2011.05.011.
[44]MANI S,TABIL L G,SOKHANSANJ S.Effects of compressive force,particle size and moisture content on mechanical properties of biomass pellets from grasses[J].Biomass and bioenergy,2006,30(7):648-654.DOI:10.1016/j.biombioe.2005.01.004.
[45]張靜,郭玉明,贠慧星.原料含水率對生物質固體燃料成型效果的影響[J].山西農業科學,2012,40(1):65-67,71.
[46]景元琢,董玉平,蓋超,等.生物質固化成型技術研究進展與展望[J].中國工程科學,2011,13(2):72-77.DOI:10.3969/j.issn.1009-1742.2011.02.013.
[47]LI Y D,LIU H.High-pressure densification of wood residues to form an upgraded fuel[J].Biomass and bioenergy,2000,19(3):177-186.DOI:10.1016/S0961-9534(00)00026-X.
[48]OBERNBERGER I,THEK G.Physical characterisation and chemical composition of densified biomass fuels with regard to their combustion behaviour[J].Biomass and bioenergy,2004,27(6):653-669.DOI:10.1016/j.biombioe.2003.07.006.
[49]KALIYAN N,MOREY R V.Factors affecting strength and durability of densified biomass products[J].Biomass and bioenergy,2009,33(3):337-359.DOI:10.1016/j.biombioe.2008.08.005.
[50]HARUNA N Y,AFZALB M T.Effect of particle size on mechanical properties of pellets made from biomass blends[J].Procedia engineering,2016,148:93-99.DOI:10.1016/j.proeng.2016.06.445.
[51]TUMULURU J S,WRIGHT C T,HESS J R,et al.A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application[J].Biofuels,bioproducts and biorefining,2011,5(6):683-707.DOI:10.1002/bbb.324.
[52]TUMULURU J S,TABIL L G,SONG Y,et al.Impact of process conditions on the density and durability of wheat,oat canola and barley straw briquettes[J].Bioenergy research,2015,8(1):388-401.DOI:10.1007/s12155-014-9527-4.
[53]LAM P Y,LAM P S,SOKHANSANJ S,et al.Effects of pelletization conditions on breaking strength and dimensional stability of Douglas fir pellet[J].Fuel,2014,117:1085-1092.DOI:10.1016/j.fuel.2013.10.033.
[54]王功亮,姜洋,李偉振,等.基于響應面法的玉米秸稈成型工藝優化[J].農業工程學報,2016,32(13):223-227.DOI:10.11975/j.issn.1002-6819.2016.13.032. |




