|
梁昱,周立迎,黃昊曼,姚固文
(貴陽學(xué)院機電系,貴陽550005)
摘要:以玉米秸稈和稻稈為原料,進(jìn)行了平模機制備生物質(zhì)成型燃料的試驗,發(fā)現(xiàn)了現(xiàn)有設(shè)備的缺點和不足,提出了活動模具和新型料倉的結(jié)構(gòu)設(shè)計。活動模具具有可延長平模使用壽命、節(jié)約成本、更換方便、省力省時以及通用性強,還可應(yīng)用于試驗研究;新型料倉便于人工控制喂人量和均勻喂料,減少料倉散發(fā)的粉塵量。結(jié)構(gòu)改進(jìn)為關(guān)鍵技術(shù)的進(jìn)一步研究提供了可行的方法。
0引言
生物質(zhì)成型燃料是將生物質(zhì)原料經(jīng)過粉碎和調(diào)質(zhì)等處理,在高壓和一定的溫度下壓縮成顆粒狀、棒狀或柱狀,且質(zhì)地堅實的成型物。其特點是密度大、便于貯存和運輸,與煤相比,揮發(fā)分和含氧量高,灰分和含碳量小,熱值略低,但卻容易引燃,且燃燒時需氧量少,燃燒性能好。生物質(zhì)的含硫量小于0.2%,燃燒時對環(huán)境的污染比煤小。
生物質(zhì)成型燃料在廣大的農(nóng)村有很好的應(yīng)用前景。當(dāng)前的主要農(nóng)作物秸稈除還田外主要通過焚燒、丟棄、沼氣池利用等方式處理,但多為焚燒和丟棄,因此對生物質(zhì)能源的能量利用率很低且污染嚴(yán)重。將生物質(zhì)能源加工為固體成型燃料,通過農(nóng)戶一物料回收一加工一運輸一民用的方式,加工出的固體成型燃料,可替代煤炭成為農(nóng)戶的主要燃料,也可供給城市居民和小商販作為燃料,取代塊煤和蜂窩煤,減少煤炭資源的消耗,改善空氣質(zhì)量。同時還可與秸稈還田、飼料生產(chǎn)等其他技術(shù)一起應(yīng)用,既可以減少焚燒生物質(zhì)造成的污染,又能夠提高農(nóng)業(yè)產(chǎn)出,增加農(nóng)民收入。
當(dāng)前市場上出現(xiàn)的小型平模生物質(zhì)燃料成型機,適合小規(guī)模生產(chǎn),設(shè)備便于移動,可用電力或柴油機帶動,較為適合秸稈資源分散、收集與運輸不便的丘陵和山地地區(qū)采用。但從市場調(diào)查和反饋的情況看,其連續(xù)作業(yè)的效果并不太理想。項目組進(jìn)行來了平模機制備生物質(zhì)成型燃料的試驗研究,發(fā)現(xiàn)了現(xiàn)有設(shè)備的缺點和不足,為結(jié)構(gòu)改進(jìn)和關(guān)鍵技術(shù)的進(jìn)一步研究提出了相應(yīng)的措施。
1設(shè)計原理及要求
1.1原型機數(shù)據(jù)與工作基本原理
平模生物質(zhì)燃料成型機結(jié)構(gòu)簡單,便于維護(hù)調(diào)節(jié),物料靠重力下落喂人,機器制造成本較低,運行費用少,適合小規(guī)模生產(chǎn),設(shè)備便于移動,可用電力或柴油機帶動。其基本參數(shù)為:
外形尺寸/mm:2000×900×1800
電機功率/kW:30
產(chǎn)量/t·h-1:0.5—1.2
質(zhì)量/kg:1500
原料長度/mm:0~30
含水率/%:15~30
成品規(guī)格/mm:∅33圓柱體
成品密度/g·cm-3:0.9~1.4
平模厚度90mm,模孔數(shù)30個,模孔直徑33mm,平模固定。輥輪表面有齒形防滑槽,為槽輪型,直徑170mm,數(shù)量2個,對稱布置,硬度低于平模。輥輪為旋轉(zhuǎn)部件,輥輪與平模模孔的間隙為1~2mm,試驗時調(diào)整為1mm。平模周向圓柱面配置一個電熱圈,功率2kW。
工作中,在輥輪的作用下,原料被分配到平模和兩個輥輪的工作表面上;立軸帶動輥輪架和輥輪轉(zhuǎn)動時,輥輪在原料的摩擦作用下可自轉(zhuǎn),輥輪與平模的切點處產(chǎn)生巨大的擠壓力,原料被壓縮并被擠入模孔內(nèi),克服模孔壁的阻力,逐漸前進(jìn)和壓實;模孔中的物料在轉(zhuǎn)一周的過程中,要被擠壓兩次。
1.2原設(shè)備的不足與改進(jìn)設(shè)計的要求
試驗以玉米秸稈和稻稈為原料,分析了含水率、原料粒度、喂入量對成型率、成型密度、生產(chǎn)率及能耗的影響,設(shè)備結(jié)構(gòu)及加工關(guān)鍵技術(shù)有待改進(jìn)和進(jìn)一步研究(具體試驗過程和研究將另文討論)。設(shè)備的不足及有待改進(jìn)和深入研究的關(guān)鍵技術(shù)問題如下:
1)該設(shè)備的可靠性不高,加工過程不穩(wěn)定;未清理的余料易造成下次加工時堵模;電機與減速器聯(lián)接螺栓、成型機座與料倉的聯(lián)接螺栓、調(diào)隙螺栓常有松動;電熱圈貼附不嚴(yán);輥輪架與平模之間密封易損壞,若大量粉料陷入,將卡死運動副,使得無法啟動。
2)適合加工的含水率范圍很窄,控制含水率是掌握平模機使用的關(guān)鍵,而生產(chǎn)過程中含水率范圍與均勻程度很難控制。
3)模孔長徑比的研究,包括模孔直徑、人口錐度的長度和角度。
4)平模與輥輪之間間隙的研究。
5)喂入量控制及均勻喂料的方法。
6)原料預(yù)處理工藝。
7)傳動件受力分析與結(jié)構(gòu)改進(jìn)。
8)操縱、維修的簡便性措施與工作環(huán)境的改善。
2主要結(jié)構(gòu)改進(jìn)
2.1將平模改進(jìn)為活動模具
活動模具可用于模孔長徑比、平模與輥輪間隙的研究,且維修簡便,可延長模具壽命。
2.1.1模孔長徑比應(yīng)擇優(yōu)選取
模孔長徑比是指模孔的有效長度和模孔的最小直徑的比值,它是反映成型顆粒擠壓強度的一個指標(biāo)。模孔長徑比大,其形成的顆粒密度大,表面光潔,擠出的成型顆粒結(jié)實,物理品質(zhì)高,但生產(chǎn)效率會有所下降,能耗增加。反之,會造成產(chǎn)品不夠結(jié)實,外觀松散,成型率低。但模孔長徑比過大,會使得環(huán)模出料困難,甚至造成塞機。另外,選用稍低的模孔長徑比,對于增加產(chǎn)量、降低能耗和減輕磨損等有利。
模孔長徑比的選擇與生物質(zhì)原料、目標(biāo)成型率、原料粒度、含水率、生產(chǎn)率和目標(biāo)成型密度等有關(guān),需進(jìn)行大量的實驗才能擇優(yōu)選取。
2.1.2長徑比大量試驗研究存在的問題
在模孔直徑確定的情況下,改變長徑比需改變模孔的長度,也就是平模的厚度;在平模厚度確定的情況下,改變長徑比是改變模孔的直徑。
選用不同的長徑比,需更換模具。若是平模厚度
一定,則需更換不同模孔直徑的平模;若是模孔直徑一定,則更換的模具厚度發(fā)生變化,以至于輥輪架的安裝高度變化,需相應(yīng)更換主軸,還需考慮料倉空間是否限制,并且拆換主軸耗時耗力。
模孔采用不同長度和角度的人口錐度,也需要更換模具。由于平模機最優(yōu)加工工況受生物質(zhì)原料的物性參數(shù)的影響很大,因此在每次更換模具后,很可能由于生物質(zhì)原料物性參數(shù)變動的影響,而無法真實反映出結(jié)構(gòu)改進(jìn)的優(yōu)劣。
2.1.3活動模具
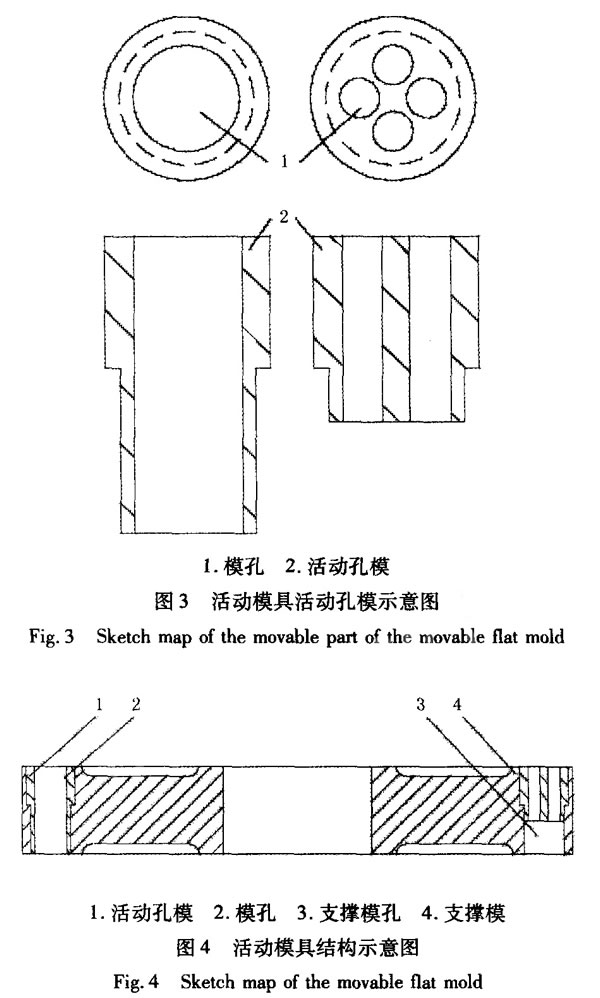
活動模具一般采用的整體式平模分為固定支撐模和活動孔模:固定支撐模上設(shè)有若干支撐孔,活動孔模可嵌入支撐孔中和支撐模一起構(gòu)成整個模具,如圖1所示;活動模具支撐模周向上設(shè)有若干臺階狀支撐孔,如圖2所示;活動模具的活動孔模示意圖如圖3所示;活動模具結(jié)構(gòu)示意圖如圖4所示。
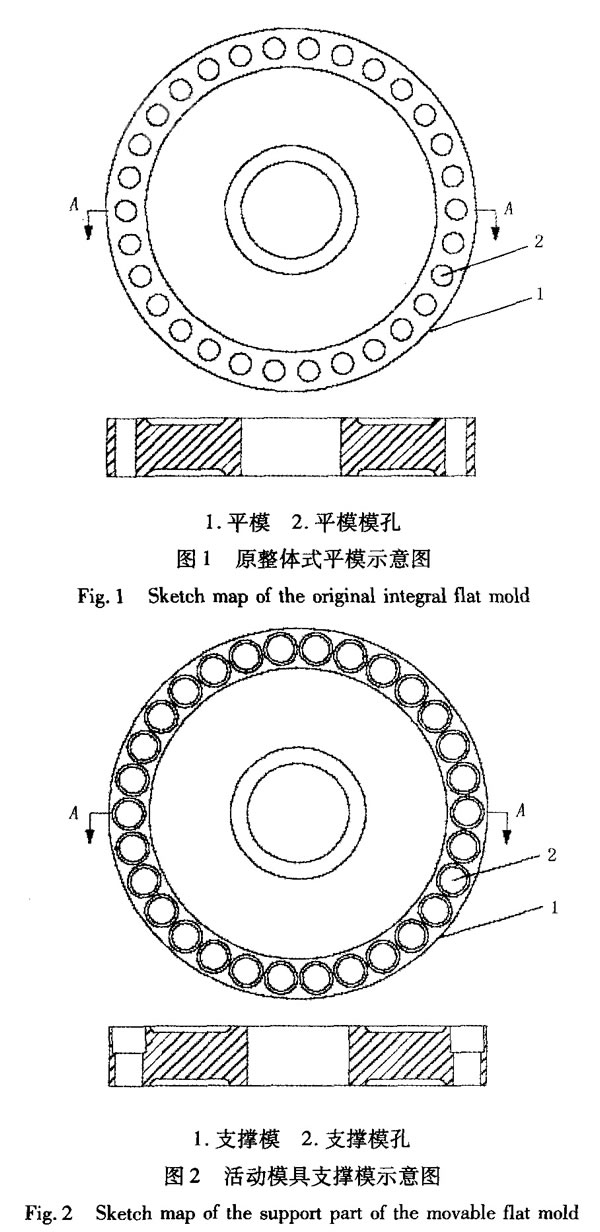
活動孔模是設(shè)有臺階的圓柱體,外形直徑固定,中間可設(shè)置1個或若干個模孔,可采用不同的孔截面形狀和尺寸;可采用不同的長度,其總長可小于支撐模高度,也可大于支撐模高度;可以采用不同角度和長度的錐角;臺階以上的長度尺寸也可以不同,見圖3和圖4所示。
根據(jù)物料的性質(zhì)或生產(chǎn)要求,采用不同模孔截面形狀、直徑、個數(shù)和總長等不同結(jié)構(gòu)尺寸的活動孔模。
2.2改進(jìn)料倉設(shè)計,控制喂入量和均勻喂料
2.2.1喂料在時間和空間上的不均勻
對于小型生物質(zhì)成型設(shè)備而言,采用人工喂料可以節(jié)省傳輸帶能耗,即便采用傳輸帶自動喂料,也是由加工人員將物料添加到傳輸帶上,再由傳輸帶送入料倉,兩種喂料方式都很難避免兩個問題。
2.2.1.1時間上的不均勻
上料時斷時續(xù)不均勻,特別是人工喂料,如用鏟子,則是一鏟子、一鏟子的喂料,用簸箕,則是一簸箕、一簸箕的喂料;如是傳輸帶上料,人員往傳輸帶上添料的時候也會有這種現(xiàn)象。如此,料倉中一會料多,一會料少,設(shè)備工況不穩(wěn)定,對成型質(zhì)量也有影響,如不能保證合適的喂人量,過少則降低了生產(chǎn)率,過多則有可能造成堵機。
2.2.1.2空間上的不均勻
喂人的料在模輥的作用下不斷被壓人模孔成型,但喂人的物料不一定均分分配到模盤的各個位置,原料落下的模孔得到的物料多,造成各個模孔的工作狀態(tài)不一致,這也影響了成型質(zhì)量。
2.2.2改進(jìn)料倉
圖5為新型料倉結(jié)構(gòu)示意圖,圖6為分料盤結(jié)構(gòu)示意圖。
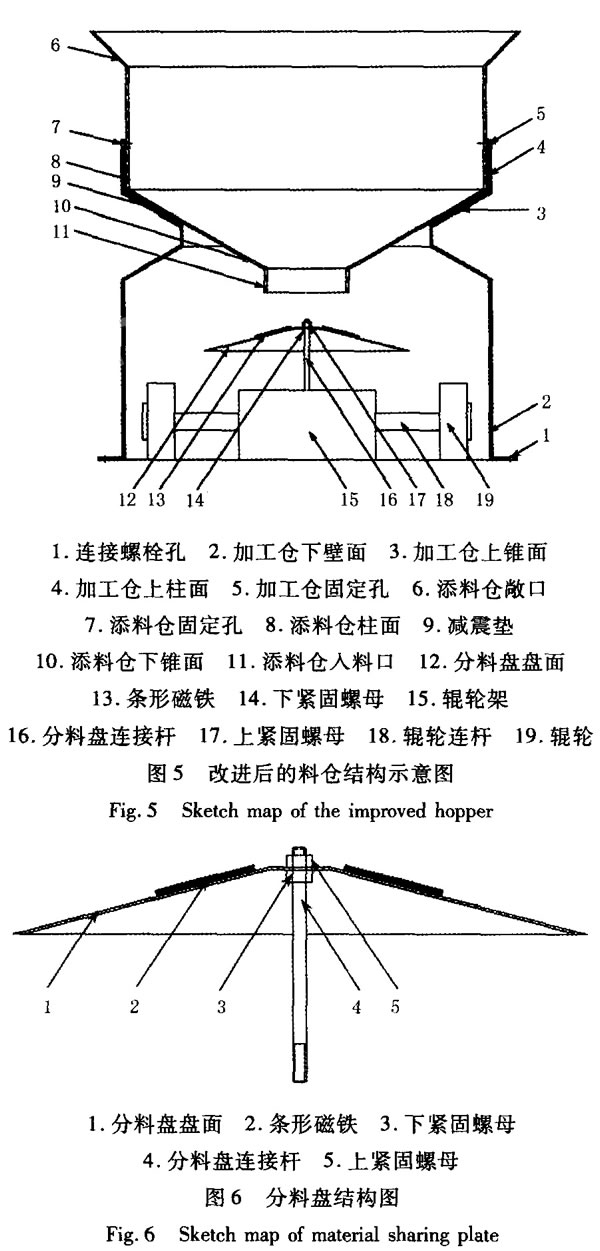
針對料倉進(jìn)行改進(jìn),將料倉分為加工倉和添料倉,加工倉用鋼板制成,與機身聯(lián)接,添料倉采用塑料制成,與加工倉之間用橡膠減振,通過螺栓聯(lián)接。分料盤傳動桿與輥輪架聯(lián)接,隨輥輪架一起轉(zhuǎn)動,從而帶動分料盤轉(zhuǎn)動。分料盤上布置有條形磁鐵。
加工過程中,將物料加入添料倉,在重力作用下,物料經(jīng)人料口落人加工倉內(nèi)的分料盤上。隨著分料盤的轉(zhuǎn)動及條形磁鐵的帶動,同時在離心力的作用下原料被均勻分布到周向,從分料盤上落人到模具上,由輥輪攫取加工為成型燃料。
3結(jié)構(gòu)改進(jìn)后的優(yōu)點與進(jìn)一步試驗設(shè)想
3.1維修簡便,延長模具壽命
1)由于采用了活動孔模,當(dāng)某個孔模磨損嚴(yán)重需要更換時,只需從支撐孔底端向上推出或輕輕敲打出活動孔模,從支撐模的上端取出后更換即可,不需更換整個平模。
2)在堵機時,可將堵死的孔模取出換上可用的孔模,不耽誤生產(chǎn),再將取出的孔模利用臺鉆輕松的將堵塞的物料清除后備用。
3.2新料倉的作用
1)由人料口長度、截面尺寸及形狀控制喂人量。加工過程中,只需工作人員不斷地往添料倉內(nèi)補充物料,保證添料倉內(nèi)的物料處于一定的高度范圍,在重力及振動的作用下,添料倉內(nèi)的物料會落人加工倉中,而落人的流量則由入料口長度、截面尺寸及形狀控制。具體尺寸設(shè)計,需根據(jù)不同原料物性參數(shù),經(jīng)試驗測定。
2)由分料盤實現(xiàn)周向均勻喂料。分料盤通過分料盤傳動桿由輥輪架帶動一起旋轉(zhuǎn),隨著分料盤的轉(zhuǎn)動及條形磁鐵的帶動,同時在離心力的作用下原料被均勻分布到周向,實現(xiàn)均勻喂料。
3)分料盤上布置的條形磁鐵,還能將之前未清除的含有原磁體的金屬材料吸住,避免硬度較高的鐵及其合金進(jìn)入加工倉。
4)由于添料倉內(nèi)物料的阻擋,加工倉內(nèi)的粉塵不會從料倉中散發(fā)出來,減小了加工環(huán)境中的粉塵量。
3.3長徑比研究
1)在模孔直徑確定的情況下,改變長徑比需改變模孔的長度,采用不同長度的活動孔模即可;在平模厚度確定的情況下,改變長徑比是改變模孔的直徑,采用孔徑不同的活動孔模即可。
2)選用不同的長徑比,無需更換支撐模,只需更換活動孔模,每個孔模可很方便地從支撐模的支撐孔底面向上推出,更換省時且方便,無需拆卸成型設(shè)備任何其他構(gòu)件。
3)模孔采用不同長度和角度的人口錐度,只需更換活動孔模。
4)由于平模機最優(yōu)加工工況受生物質(zhì)原料的物性參數(shù)的影響很大,因此只要在支撐模上安裝不同直徑、不同長徑比以及不同錐度的活動模,一次加工過程中,在生物質(zhì)原料物性參數(shù)相同的情況下就可對比不同結(jié)構(gòu)對成型效果的影響,研究分析出結(jié)構(gòu)改進(jìn)的優(yōu)劣。
3.4模輥間隙研究
輥輪與平模模孔之間的間隙對各成型指標(biāo)也有一定的影響。一般認(rèn)為:在一定范圍內(nèi)增大平模壓輥的間隙,能夠增大成型燃料密度,提升物理品質(zhì)和成型率,但會使生產(chǎn)率下降,能耗上升;較小的間隙物料容易被攫人,生產(chǎn)率高,能耗低。
對于不同物性參數(shù)的生物質(zhì)原料,應(yīng)有一個較優(yōu)的模輥間隙。通常采用調(diào)隙螺栓或更換輥輪架安裝墊片的方法,這種方法仍然存在拆裝不便,調(diào)整不易測量。
1)采用活動模具,可將活動孔模的上表面到支撐模的上表面設(shè)置為不同的高度差,不用調(diào)整支撐模、輥輪架的裝配關(guān)系。
2)只需采用活動孔模與支撐模上表面各種高度差的活動孔模,在一次加工中就能對比出不同模輥間隙對成型燃料物理品質(zhì)及成型率的影響。
3)先后采用同一種表面高度差的活動孔模,可對比不同間隙對能耗及生產(chǎn)率的影響。
4結(jié)論
通過試驗研究,發(fā)現(xiàn)了原設(shè)備存在的缺點和不足,提出了結(jié)構(gòu)改進(jìn)和關(guān)鍵技術(shù)進(jìn)一步研究的措施。
1)原設(shè)備的可靠性不高,加工過程不穩(wěn)定,適合加工的含水率范圍很窄。
2)采用活動模具,可解決模具磨損較快和更換整個平模成本高的問題,可解決堵模后停機清理模孔耗時費力和耽誤生產(chǎn)的問題。
3)采用活動模具,為開展長徑比的研究、不同孔徑的研究、不同模孔入口錐度和模輥間隙等問題提供了較好的試驗方法。
4)采用新型料倉可便于人工喂料控制喂人量和均勻喂料,且減少料倉向環(huán)境散發(fā)的粉塵量。
5)經(jīng)過試驗,結(jié)合設(shè)備結(jié)構(gòu)的改進(jìn),今后可繼續(xù)在以下方面進(jìn)行深入研究:針對長徑比、人口錐度的長度和角度及模輥間隙對各成型指標(biāo)的影響;研究堆腐發(fā)酵或制備有機添加劑的工藝、喂入量的調(diào)節(jié)和控制、傳動系統(tǒng)結(jié)構(gòu)、裝配以及效率的優(yōu)化設(shè)計;外觀結(jié)構(gòu)的人性化設(shè)計等。 |




